|
|
|




















|
|


สนทนาออนไลน์ตอนนี้ฉัน
ได้รับการรับรอง


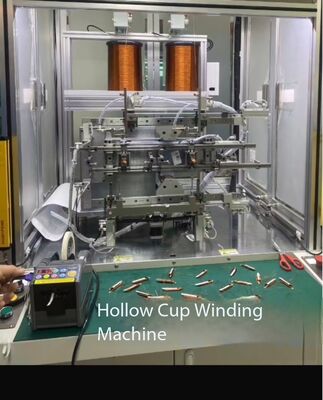
วิธีการทําสล็อตไร้การลวดแบบครึ่งอัตโนมัติ แบบอัตโนมัติเต็ม
|
รายละเอียดสินค้า:
การชำระเงิน:
|


รายละเอียดสินค้า
| เงื่อนไข: | ใหม่ | แกน: | 4 แกน |
|---|---|---|---|
| สถานีทำงาน: | สถานีเดียว / สถานีสอง | ความเร็วที่คดเคี้ยว: | สูงสุด 400 รีพีเอ็ม ตาม Wire Gauge ขนาด Stator |
| ประเภทอัตโนมัติ: | อัตโนมัติเต็มรูปแบบ | เครื่องม้วนมอเตอร์สี: | สีขาวหรือต่อความต้องการของลูกค้า |
| มอเตอร์คดเคี้ยว: | เครื่องล่อฟันสําหรับสเตตอร์สเตคที่เคลือบด้วยเคลือบ หรือหมวกพลาสติก | หลังการขาย: | วิศวกรที่พร้อมให้บริการเครื่องจักรในต่างประเทศ |
วิธีการทำ Slotless Winding ด้วยวิธีกึ่งอัตโนมัติแบบอัตโนมัติเต็มรูปแบบ ลม-BLDC
การประยุกต์ใช้เครื่องคดเคี้ยว Slotness:
น้ำหนักเบาเป็นพิเศษ ตอบสนองรวดเร็ว และมอเตอร์ Coreless ประสิทธิภาพสูง
มอเตอร์กระแสตรงแม่เหล็กถาวรพร้อมขดลวดแบบไม่มีแกน
Coreless(DC)- Slotless(EC)
เครื่องม้วน Slotnessพารามิเตอร์:
| แบบอย่าง | WIND-3S-ความสล็อต |
| กองซ้อน | สเตเตอร์แบบสอด |
| สถานี | สี่สถานีแบบสแตนด์อโลนหรืออัตโนมัติเต็มรูปแบบ |
| เส้นผ่านศูนย์กลางลวด | 0.1-1.2 มม. (ตามอัตราการเติมช่องสเตเตอร์และความกว้างของช่อง) |
| ขั้นตอนการผลิต |
ประกอบด้วยเครื่องจักร 4 เครื่อง โดยมีฟังก์ชันและกระบวนการดังนี้ 1. ไขลานอัตโนมัติ 2. การรีดแบบกดร้อน 3. การขึ้นรูปล่วงหน้า 4. การขึ้นรูปกลม
|
| การตั้งค่าโปรแกรม |
ก้าวสูงสุดคือ 200 ก้าว โปรแกรมระบบจัดเก็บได้ 10 ชุด ซึ่งใหญ่กว่าที่จัดเก็บข้อมูลที่คอมพิวเตอร์สามารถอัปโหลดและดาวน์โหลดด้วยที่เก็บข้อมูลไม่จำกัด
|
| ความเร็วที่คดเคี้ยว | Max.400rpm (ตามขนาดสายไฟ, ความยาวสแต็กและขนาดสเตเตอร์) |
| แกน | 4 แกน |
| กำลังทั้งหมด | 8KW |
| ป้อนข้อมูล | AC380V ±10%3 เฟส 50/60Hz |
| แหล่งอากาศ | 0.4~0.7เมกะปาสคาล |
| ขนาดเครื่อง | ประมาณ 1,000(ก)×800(ล)×1800(ส)มม |
Slotless Winding ประกอบด้วยเครื่องจักร 4 เครื่องที่มีฟังก์ชั่นและกระบวนการด้านล่าง
1. ไขลานอัตโนมัติ
2. การรีดแบบกดร้อน
3. การขึ้นรูปล่วงหน้า
4. การขึ้นรูปกลม
โดยที่กระบวนการที่ท้าทายที่สุดไม่ได้หมุนวนไปเอง
แต่กระบวนการรีดร้อน การขึ้นรูปกลม (การขึ้นรูปมุมบน/ล่าง) ตามมา
ซึ่งท้ายที่สุดจะเป็นตัวกำหนดความแม่นยำของมิติและประสิทธิภาพของมอเตอร์
วิธีการม้วนและกระบวนการม้วนสามารถนำไปใช้ในวงกว้างเพื่อจัดการกับขดลวดด้านล่าง
![]()
![]()
1. ม้วนตรง
กระบวนการม้วนขึ้นรูปกระบวนการม้วนแบบเข้มข้น
กระบวนการม้วน ลวดเคลือบ แผลแรกบนแม่พิมพ์ขึ้นรูปตามรอบที่ต้องการ
แล้วปั้นเป็นเกลียวเต็มบนแมนเดรลวางลวด
ใช้กาวที่ปลายทั้งสองข้างเพื่อทำให้โครงสร้างคอยล์แข็งตัว
2. ขดลวดเอียง (ศูนย์กลาง)
วิธีนี้มีลักษณะของสายไฟที่เอียงในมุมหนึ่งที่สัมพันธ์กับแกนกระดอง
การออกแบบนี้ช่วยให้สามารถพันขดลวดได้อย่างต่อเนื่อง ปรับปรุงความหนาแน่นของขดลวดและประสิทธิภาพของแม่เหล็ก
3. การพันอาน
คำถามและคำตอบ:
1. มอเตอร์ไร้แปรงถ่านด้านล่างมีรอบเวลาการพันเป็นเท่าใด
2. เราจำเป็นต้องใช้การเคลือบด้วยไฟฟ้าสถิตของช่องเพื่อใช้เครื่องของคุณหรือไม่?
3
ตัวอย่างและแบบร่างด้านล่างนี้จำเป็นสำหรับการผลิตเครื่องจักรและการว่าจ้าง:
1.การวาดรูป CAD ของการเคลือบสเตเตอร์เพื่อตรวจสอบอัตราการเติมสล็อต
2. แผนภาพขดลวด
3. ลวดทองแดง 1 ม้วนเพียงพอสำหรับขดลวดสเตเตอร์ 2 ชิ้น
4. สเตเตอร์มีตำแหน่ง slotting หรือไม่
ชิ้นส่วนหลัก
| เลขที่ | ชื่อ | ยี่ห้อ | หมายเหตุ |
| 1 | บมจ | ยาสกาวา | |
| 2 | เซอร์โวมอเตอร์ | ยาสกาวา | |
| 3 | หน้าจอสัมผัส | ไวน์วิว | |
| 4 | เซนเซอร์ | ออมรอน | |
| 5 | หน่วยไฟฟ้า | ชไนเดอร์ | |
| 6 | หน่วยนิวแมติก | ซินเฉิน | |
| 7 | ลูกปืน | เอ็นเอสเค | |
| 8 | คู่มือสกรู | ฮิวิน | |
| 9 | สายพานไทม์มิ่ง | เกตส์ | |
| 10 | แหล่งจ่ายไฟ | หมายถึงดี | |
| 11 | ตัวปรับความตึง | กทพ.-1000/LR | |
| 12 | ลด | นิเด็ค-SHIMPO | สเตเตอร์ยกต้องใช้ตัวลดมอเตอร์ |
กรุณาคลิกลิงค์รูปภาพด้านล่างเพื่อดูวิดีโอของเครื่องไขลานแบบ slotness
มีเครื่องจักรแบบสแตนด์อโลนและสายการผลิตอัตโนมัติสามารถทำการม้วนแบบไม่มีช่องได้
https://youtube.com/shorts/0-s0o-bNF-o
รายละเอียดการติดต่อ
Shanghai Wind Automation Equipment Co.,Ltd
ผู้ติดต่อ: Ms. Emily
ส่งคำถามของคุณกับเราโดยตรง
มากกว่า เครื่องลวดวงกลม
-
สถานที่เดียว แม็กเนตฟิลด์โค้ล เครื่องปั่นโค้ล
-
1.8mm AWG13 เครื่องลวดสายทองแดงขนาดใหญ่สําหรับ Stator มอเตอร์ไร้แปรง
-
เส้นการลวดเส้นตรง 600RPM Lamination ตรงสําหรับ BLDC PMSM และ EV มอเตอร์
-
เครื่องสับสลัดอาร์เมทัวร์โค้ลสําหรับเครื่องดูดฝุ่น มือถือเครื่องมือไฟฟ้า
-
เครื่องปั้นสายกลม 4.5KW เครื่องปั๊มน้ํามันรถยนต์ เครื่องหมุนมอเตอร์
-
เครื่องกําเนิดรถ Stator โคลนคลื่นการล่อและเครื่องใส่สกัดสําหรับเครื่องเปลี่ยน